
Sisältö
- Konetekniikan kieli
- Die-suunnittelun ja rakentamisen terminologia
- Leimaaminen Paina
- Paina aivohalvausta
- Die koko
- Valukappaleet
- Die yksityiskohta
- Jyrsintä ja koneistus
- Ydinsuunnittelu
- Tyhjä piirustus
- Trim Die
- Trim-teräkset
- Lävistysvarusteet
- Die Cam
- kysymykset ja vastaukset
Jason Marovich työskenteli valmistelijana ja CAD-operaattorina vuosina 1990-2005 autoteollisuuden alalla.

Konetekniikan kieli
Metallileimausteollisuudessa on kehitetty eräänlainen näennäiskieli. Maallikolle, jota ei ole valistettu siitä, miten peltiosat valmistetaan, jonkun puhumisen kuunteleminen voi olla kuin vieraiden kielten puhumisen kuunteleminen.
Tämä opas on kirjoitettu auttamaan niitä, jotka haluavat tietää, mistä insinöörit ja tehtaan työntekijät puhuvat, kun he keskustelevat ohutlevyn leimaamisesta ja koneista, jotka suorittavat metallin leimaamisen, muodostamisen, leikkaamisen, laippaamisen, lävistämisen ja muokkaamisen.
Muototekniikka on yksi niistä käsityötaidoista, joiden ymmärtäminen kestää vuosia. Ainakin karkea tieto metallurgiasta, painojärjestelmistä, teräksen työstöstä ja raudan valusta ovat kaikki työkaluja, jotka suunnittelijoilla ja rakentajilla on.
Tietotekniikka on antanut maallikoille tavan tarkastella kolmiulotteisia malleja puristimista ja muotteista. Nämä virtuaaliset suunnitteluohjelmat ovat ratkaisevan tärkeitä, jotta muut voivat seurata muotoa sen suunnittelun ja rakentamisen eri vaiheissa. Mutta jos sinulla ei ole aavistustakaan mitä komponentteja katsot tai mihin tarkoitukseen niitä käytetään, sinulla on vaikeuksia seurata kenenkään koneen selityksiä yksinkertaisesti siksi, että niin monet koneenrakennuksessa käytetyistä nimistä ja sanoista eivät ole tiedossa. henkilö, jolla ei ole ollut pitkäaikaista altistumista metallileimausteollisuudelle.
Jos haluat vielä perusteellisemman johdannon metallilevyjen leimaamiseen autoteollisuudessa, lue "Leimausmuotit: Perusselitys metallileimausmuoteille"Tämä opas on suunniteltu auttamaan ihmisiä ymmärtämään peruskäsitteet siitä, kuinka peltipellistä valmistettu autoosa kulkee käsitteestä tuotantoon ja toimii opastavana johdantona tähän artikkeliin.
Die-suunnittelun ja rakentamisen terminologia
Seuraavat termit ovat hyödyllisyysjärjestyksessä; ne määrätään auttamaan jotakuta, joka ei tunne mekaanisia suulaketyyppejä ja niiden käyttöä työkaluina leimattujen metalliosien valmistamiseen.
Leimaaminen Paina
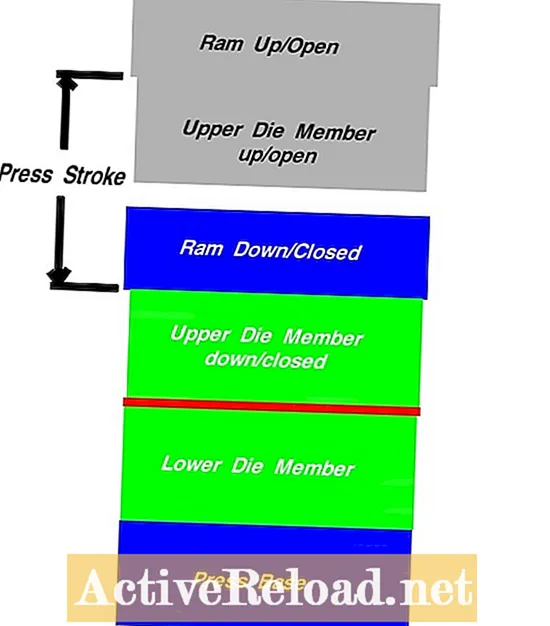
Tämä on kone, johon valmis muotisarja kiinnittyy. Puristimen pohja tai pohja on paikallaan. Ylempi pässi kulkee ylös ja alas ja tuottaa paineen, joka tarvitaan muodostamaan tai pitämään metallipaikka muotin alaosassa, joka on kiinnitetty kiinteään alustaan. Ylempi muottiosa on asennettu männään ja kulkee siten ylös ja alas sen mukana.
Paina aivohalvausta
Puristimen mäntä etenee alaspäin, kunnes ylempi muottiosa on suljettu alemman muotin osan kohdalla. Sitten pässi palaa ylös, avaa muotin ja antaa valmiin osan poistaa. Sitten muottiin asetetaan uusi aihio. Jokainen ylös- ja alas-jakso suoritetaan samojen spesifikaatioiden mukaan puristintyypistä riippuen. Etäisyys, jonka pässi kulkee joko ylös tai alas, on painallus.
Suuremmilla puristimilla on tyypillisesti suurempi puristusiskun etäisyys. Toinen tärkeä puristustekijä on lyöntiä minuutissa. Eri puristimilla on erilaiset nopeusvaihtelut, ja kahta tekijää, puristusiskun etäisyyttä ja puristusiskua minuutissa, harkitaan huolellisesti, ennen kuin muottiinsinöörit aloittavat työn puristimen kärryyn ja männään kiinnitettävien muottien kanssa.
Die koko
Nämä mitat viittaavat yleensä ylempään ja alempaan levyyn - loput muotin osista on asennettu. Nämä ovat joko teräs- tai valurautakenkiä. Rauta on halvempaa kuin teräs, joten jos tarvitaan suuri muotti, se on todennäköisesti rautaa. Pienemmät muotisarjat on valmistettu teräksestä, ja niitä myydään usein täydellisinä muotisarjoina, joissa on ohjaintapit ja asennusraot tai -reiät. Muotin mitat sisältävät koko (mm.) Muotin koon ja muotin asetetun koon. Jos ylempi rautakenkä on 50 mm paksu ja 1200 mm pitkä ja 800 mm pitkä, mitat näyttävät tältä: 50 x 1200 x 800. Valumuotit voidaan helposti suunnitella mihin tahansa kokoon, kun taas teräsmuotisarjoja myydään erikokoisina valitsemalla oikea voi joskus olla haaste.
Valukappaleet
Kun on päätetty suunnitella muotti raudasta, muotin osia kutsutaan valukappaleiksi. Tämä ei sisällä vakiotuotteita, kuten stansseja tai turvakappaleita, jotka on yleensä valmistettu teräksestä. Rautavalut ovat keskeneräistä metallia, joka voidaan työstää eri paikoissa, joissa tarvitaan puhdasta pintaa (ts. Asennuspinta).
Valukappaleiden suunnittelu vaatii insinöörin ottamaan huomioon painon, seinän lujuuden, ytimen koon ja kustannukset. Kun valumalli on hyväksytty, se vedetään tai erotetaan kokonaissuunnitelmasta ja annetaan oma tietokonetiedosto. Tämä tiedosto lähetetään valimoon, jossa rauta kaadetaan suunnittelulähteen antamien tarkkojen spesifikaatioiden mukaan. Kun silitysrauta jäähtyy, kolmiulotteisen muotoilun karkea lähetys on valmis koneistajien jatkokäsittelyyn.
Die yksityiskohta
Nämä ovat yleensä valuja, jotka on vedetty yleisestä rakenteesta, kuten edellä on kuvattu. Mutta ne voivat sisältää teräsosia. Aina kun piirustus tai 3D-malli auttaa rakentajia paremmin näkemään tai ymmärtämään suunnittelua, rakennusyhtiö voi pyytää erillisiä tasoja tai tiedostoja, joiden avulla he voivat tarkastella mitä tahansa suurta muotokomponenttia erikseen. Esimerkiksi ylempi muottipehmuste valetaan ja työstetään materiaalista (viilat, piirustukset), jotka osoittavat sen paitsi muotoon asettamisen lisäksi myös erikseen.
Jyrsintä ja koneistus
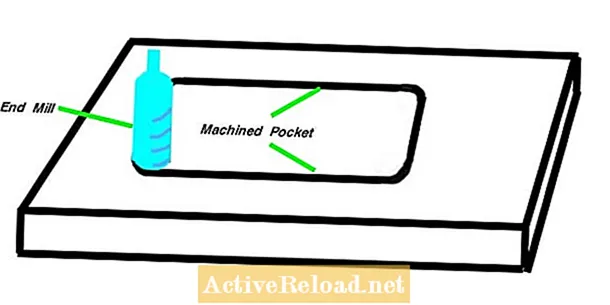
Pinnan viimeistelyä kutsutaan koneistukseksi. Se saavutetaan usein pyörivällä metallileikkurilla, jota kutsutaan myllyksi. Myllyjä voidaan käyttää taskujen leikkaamiseen rautaan tai teräkseen, viimeisteltyjen pintojen luomiseen tiukkojen vaatimusten mukaisesti ja tietokoneelle ohjelmoitujen reittien avulla, joiden avulla ne voivat työstää suuria pintoja tuntikausia pysähtymättä.
Huomaa yllä olevassa kuvassa koneistettavan taskun pyöristetyt kulmat. Ellei loppu ole olemassa - tapa leikkurin polulle on esteetön, kun se poistetaan tai siirrytään seuraavaan toimintaansa, kulmat pyöristetään samalle säteelle kuin leikkuri. Nämä työkalut eivät voi tehdä neliön kulmia, mutta langanpoltto-työkaluja ja muita vaihtoehtoja on olemassa.
Ydinsuunnittelu
Tämä viittaa käytäntöön, jonka suunnittelun insinöörit käyttävät metallin keventämiseen. Toisin sanoen kiinteä rautalohko voisi olla ytimessä (kevennetty poistamalla osa raudasta), kunhan se ei vaaranna raudan voimaa muotin sisällä. Kaksi etua muotin suunnittelusta älykkäällä ydinsuunnitelmalla (monta kertaa osan pyytäneen yksikön antamien standardien täyttämiseksi) ovat rautakustannustehokkuus ja painoherkkyys.
Tyhjä piirustus
Tämä on toiminto, jonka vetovälineet kuolevat. Nämä muotit ovat yleensä ensimmäinen tai toinen kuolla missä tahansa muotokokoonpanossa. Muodostumaton peltipohjan aihio ladataan muottiin ja muodostetaan osadatatiedostossa annettujen spesifikaatioiden mukaisesti. Vetomuotit käyttävät painetta metallin muodostamiseen. Kelluva alempi tyyny, jonka voimanlähteenä on sen alapuolinen painejärjestelmä, on olennainen osa kaikkia vetomuotteja.Tätä tyynyä voidaan käyttää muodostamaan metalli ylempää lävistystä vasten tai sitä voidaan käyttää 'renkaana' tarttumaan metalliin, kun lävistin tulee alas ja muodostaa sen.
Trim Die
Tämän tyyppinen muotti on suunniteltu keskittymään ei-toivotun metallin leikkaamiseen osasta. Leikkausmuotit voidaan toteuttaa suurten reikien, kuten ikkuna-aukkojen, leikkaamiseksi. Leikkaus valmiiksi leikkausviivaksi suoritetaan joskus useammalla kuin yhdellä leikkausmallilla kokoonpanossa. Suunnittelijat tekevät parhaansa saadakseen kaikki suuret leikkaustoiminnot yhdellä muotilla, mutta joskus se ei vain ole mahdollista.
Trimmausta on kolme:
- Karkea rajaus: Materiaalin leikkaaminen tehokkuuden tai pääsyn saamiseksi seuraavaan toimintaan, viimeiseen leikkaukseen.
- Viimeinen leikkaus: Tämä on toimenpide, jossa osa leikataan lopulliseen muotoonsa.
- Sisätilojen leikkaus: Normaalisti enemmän mukana ja vaativa teräslevityssuunnitelma, tämä on lopullisen leikkausviivan sisällä olevien aukkojen leikkaaminen.
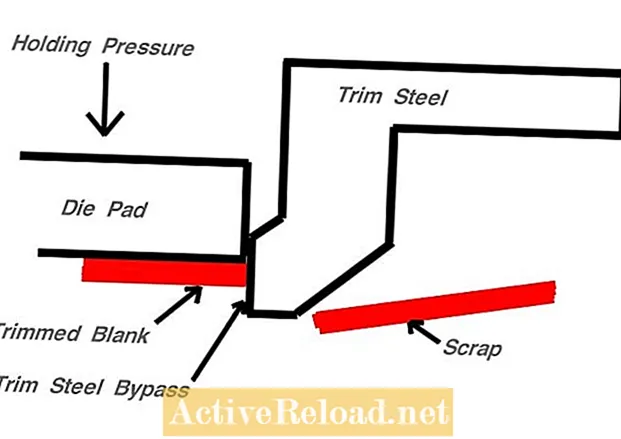
Trim-teräkset
Näillä hallittavilla teräskomponenteilla on asennuspinta ja reunalista. Yläosaan tai nokkaan kiinnitetyt terät toimivat kuin saksiparin yläosa. Kun ne kaadetaan metallin päälle, ne kohtaavat alemman teräksen, joka toimii saksisarjan alaleukana. Teräkset viedään hieman metalliin, riittävästi ohittamaan metallin paksuus. Levyä, joka putoaa leikkausviivasta leikkaamisen jälkeen, kutsutaan romuksi.
Lävistysvarusteet
Kun paneelissa tarvitaan pienempiä aukkoja, kuten pyöreitä tai neliömäisiä reikiä, käytetään muottipuristinta (asennettuna muotinpidikkeeseen, joka puolestaan on asennettu sulkevaan muotin pintaan). Nämä karkaistut teräsreiät voidaan teroittaa siten, että yksi leima selviää koko leimauksen, joskus kymmeniä tuhansia lyöntejä. Lävistyslaitteet viittaavat yleensä uroslävistimeen, naaraspainikkeeseen ja kiinnityspidikkeisiin.
Die Cam
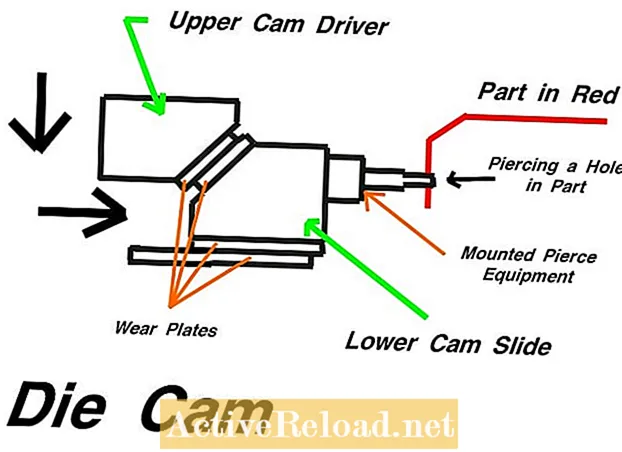
Tämä on mekaaninen laite (katso alla oleva kaavio), joka sallii suuttimen toiminnan muulla tavalla kuin suoraan ylös ja alas. Kulmapinta voidaan työstää muotin pinnalle nokan liukukappaleen, nokan puoliskon, joka voi tosiasiallisesti liikkua vaakasuorammin, sijoittamiseksi. Nokkaohjaimen kulmapinta sulkeutuu nokan liukukappaleen kulmapintaan, jolloin alaosa puoli liukuu tiettyyn suuntaan. Esimerkiksi nokan liukupinnan pintaan asennettu rei'itys voidaan työntää nokkaohjaimella eteenpäin niin, että se lävistää reiän vaakasuoraan metallilevyyn.
On selvää, että kun ne, jotka ovat kiinnostuneita muotisuunnittelusta, oppivat kehittyneempiä muottiprosesseja, heille altistuu yhä enemmän uutta terminologiaa. Koska osien valmistus vaatii niin monta eri alojen ammattilaista osallistumaan toimintaan, kunnianhimoisemmilla on mahdollisuus oppia paitsi oman alansa sanasto myös jokaisessa täydentävässä prosessissa.
Hyvin pyöristetty valmistusinsinööri ymmärtää matkan, jonka ohut metallilevy pääsee lopputuotteeseen. Näiden osien valmistamiseksi rakennettu kone kulkee yhtä arvokkaan prosessin insinöörille, joka haluaa keskustella osien valmistuksesta kaikilla tasoilla.
Tämä artikkeli on kirjoittajan parhaiden tietojen mukaan tarkka ja todenmukainen. Sisältö on tarkoitettu vain tiedotus- tai ajanvietetarkoituksiin, eikä se korvaa henkilökohtaista tai ammatillista neuvontaa liike-, rahoitus-, laki- tai teknisissä asioissa.
kysymykset ja vastaukset
Kysymys: Mikä on "Jalicoal" -vartija? Minulla ei ole aavistustakaan kuinka kirjoittaa se. Jollicko?
Vastaus: Yrityksen nimi on Jolico. Löydät ja tilaat heidän säilytyslohkonsa heidän standardikirjastaan.

